Completion requirements
Inleiding
Bij het inrichten van een proces of werkcel is het van belang dat de werklast zo gelijkmatig mogelijk over de verschillende processtappen of operators is verdeeld. Het proces om dat te realiseren noemen we balanceren. We gebruiken daarvoor de Yamazumi chart.
Inhoud
Een belangrijk onderdeel van het balanceren van een proces is het berekenen van de beschikbare capaciteit en de te realiseren capaciteit (en daarmee ook de bezettingsgraad!). Deze worden berekend op de wijze zoals deze in de module t.a.v. proceskenmerken zijn beschreven, met dit verschil dat we voor de te realiseren capaciteit natuurlijk kijken naar wat er in de toekomst gevraagd gaat worden (in plaats van wat er gedaan is in het verleden).
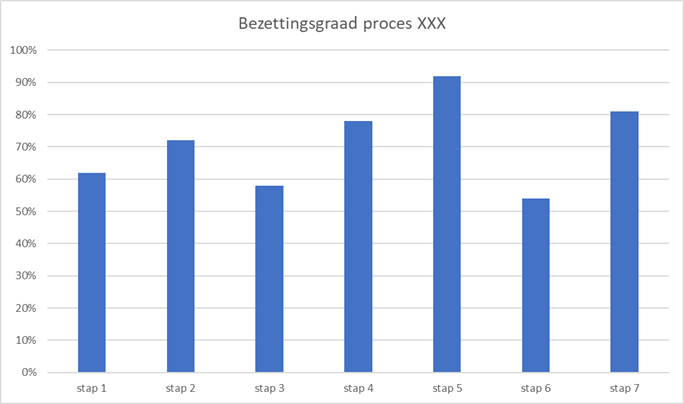
De Yamazumi Chart zoals hieronder beschreven is vooral goed toepasbaar als procestappen gedetailleerd zijn beschreven in werkelementen (het laagste niveau van het opsplitsen van taken: niveau 5 zie hiervoor #2210 Proces en procesniveaus.) En als de takttijd voor alle processtappen gelijk is. Je kunt dan echt een puzzel leggen op basis van de werkelijke tijden. Op het niveau van processtappen (4) is het vaak handiger om de bezettingsgraad per stap in kaart te brengen voor alle processtappen. Je kunt ook dan weer gaan kijken of je delen van de processtap met de hoogste bezettingsgraad kunt verschuiven (of de capaciteit vergroten!), maar vaak is dat dan op een wat beperkter detailniveau.
Als er meerdere verschillende productfamilies of informatiestromen over
dezelfde processtap gaan, is het vaak nuttig om de totale
bezettingsgraad van een processtap te bepalen, ook als de scope van je
project zich richt op slechts een deel daarvan. De verschillende stromen
bepalen immers samen de totale bezettingsgraad, en daarmee de
wachttijden in het gehele proces.
Het balanceren wordt uitgevoerd als de verdeling van taken opnieuw wordt gedefinieerd bij het ontwerpen van een aangepast of nieuw proces. Een voorbeeld van deze toepassing is in onderstaande figuur beschreven.
Voor het schuiven van werkelementen is het makkelijk om de Yamazumi op te bouwen met post-its of met magneetstrips (liefst op schaal van de tijdseenheid; dan is precies te passen of taken in de takttijd passen). Om een toekomstige status voor een lijn te ontwerpen wordt altijd rekening gehouden met een zekere mate van variatie. Plan daarom de werkcycli tot maximaal 80 - 95% van de Takt tijd of bezettingsgraad (afhankelijk van de variatie in het proces).
Als tweede stap wordt voor elke niet-waarde-toevoegende activiteit geanalyseerd of er een eenvoudige manier is om deze tijd te reduceren of zelfs te elimineren. Daarna worden, wanneer mogelijk, de overgebleven blokken zoveel mogelijk naar voren in de lijn verzameld, tot aan de geplande cyclus tijd. Hierdoor wordt alle wachttijd bij de laatste persoon ingepland, die wellicht een andere taak op kan pakken. Of er worden verdere verbeter activiteiten doorgevoerd om de laatste persoon helemaal vrij te spelen. Daarnaast wordt met het zo vol mogelijk plannen van werkcycli moeilijker om een nieuwe cyclus te vroeg te starten, en wordt vermeden dat operators langzamer gaan werken om de tijd tot de volgende cyclus vol te maken.
Figuur 2 laat een voorbeeld zien van een mogelijk resultaat na verbetering van figuur 1. De target cyclustijd is gezet op 100 seconden, de verspilling op werkstation 2 is met 50% gereduceerd op de eerste taak (kennelijk kon niet alle verspilling geëlimineerd worden), en de taken van operator 4 zijn deels naar 3 overgeheveld (maar deze is nog niet geheel vrijgespeeld).
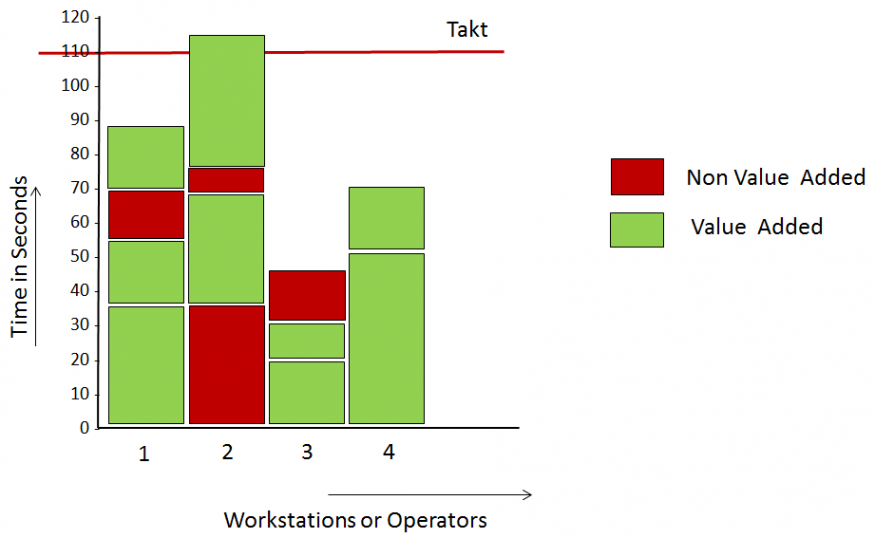
Figuur 1: uitgangssituatie
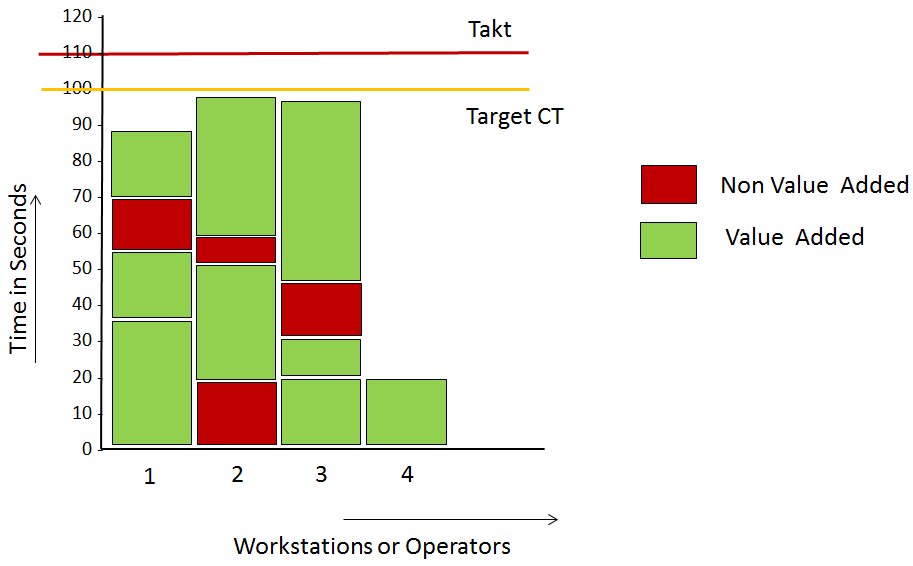
Figuur 2: Gebalanceerde situatie
Opmerking: Er wordt hier in principe gebruik gemaakt van de cyclustijd (CT), maar de werkelementen zijn vaak gebaseerd op de bewerkingstijd (die gemakkelijker te meten op het niveau van werkelementen). Het verschil wordt vooral belangrijk als processtappen dubbel worden uitgevoerd. Dan moet je de bewerkingstijden vertalen naar cyclustijden door deze te delen door het aantal parallelle medewerkers of -stations.
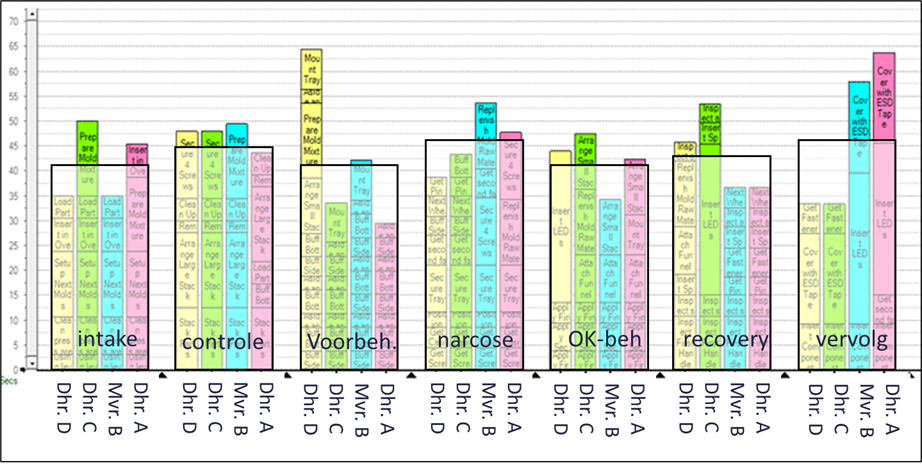
In onderstaande figuur kun je zien hoe het balanceren gebruikt kan worden in een zorgpad voor bijvoorbeeld een knieoperatie voor een groep van 4 patiënten op één dag. Door deze clustering is een welkom bijeffect dat de verschillen tussen individuele patiënten wordt uit gemiddeld, waardoor de balans in het gehele proces beter wordt. Dit wordt ook in assemblagelijnen toegepast door bijvoorbeeld steeds clusters te maken van 2 gemakkelijke producten (korter dan de takttijd) en een moeilijke (langer dan de takttijd).
Deels gebaseerd op: www.mudamasters.com
Kennisclips
Hier een compacte video over balanceren
Hier een uitgebreid video over verschillende mogelijkheden om een proces in te richten
En hier een voorbeeld over een balanceervraagstuk in een proef opzet
Extra bestanden
Op de site van Mudamasters vind je een uitstekende beschrijving van de Yamazumi ChartExtra bestanden
Extra literatuur
| Boek | hfst | pag | hoofdstuk titel |
| lean green belt (van Kollenburg) | 4.3 | 51 | Principe 2: zorg dat alle processtappen evenveel tijd kosten |
Last modified: Tuesday, 2 January 2024, 5:28 PM