Completion requirements
Inleiding
Heijunka is de Japanse term die verwijst naar een systeem om de werklast in de tijd zo gelijkmatig mogelijk te verdelen,
Inhoud
Het doel van Heijunka is om onbalans (Mura) en overbelasting (Muri) te elimineren en zo verspillingen (Muda) te vermijden. Het gerelateerde visueel planningssysteem wordt een heijunka box genoemd. Het gebruik van Heijunka en andere lean technieken hielpen Toyota in de jaren 80 om de productietijden van auto's en de voorraadniveaus sterk te verminderen.
Het begrip Every Product Every Interval (EPEI of ook wel EPEC; Every Product Every Cycle) is sterk gekoppeld aan Heijunka. Ook hier gaat het om het reduceren van onbalans door de werklast (verschillende producten) zo gelijkmatig mogelijk te verdelen over de tijd. Het doel van EPEI is om elk product zo frequent mogelijk te kunnen maken. Zo komt een organisatie zo dicht mogelijk bij een one-piece-flow.
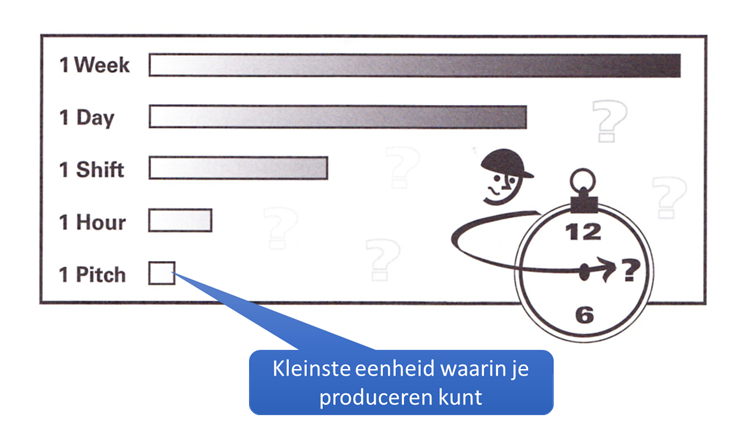
Het management time frame uit onderstaande figuur is voor veel traditionele bedrijven vaak een maand of langer. Dat betekent dat elk product in principe met lange tussenpozen wordt geproduceerd. Dit leidt natuurlijk tot hoge voorraden (denk aan de wet van Little!) of lange wachttijden voor klanten. Door te streven naar een zo kort mogelijk interval (vaak is wekelijks of dagelijks al een enorme verbetering!) leert een organisatie flexibel te reageren op klantvraag.
Je berekent de EPEI in de volgende stappen (zie oefening 4.8 in Lean Green Belt (Kollenburg) :
- Kies het meest "kritische" proces (dat kan een proces met lange insteltijden zijn, met een hoge bezettingsgraad, of bv het proces waar het Klant Order Ontkoppelpunt ligt)
In de oefening 4.8 is dat kennelijk de verpakkingslijn. - Kies een eerste interval (/periode) waarvoor je de EPEI uit wilt rekenen, bv een dag of een week.
In de oefening 4.8 is dat een week, 40 uur - Bereken de benodigde capaciteit om de verbruikte producten per gekozen interval (dag of week) te produceren.
In de oefening is dat 10 producten x 300 st vraag per product per week x 1 / 1,5 per minuut = 2000 minuten nodig om te produceren - Bereken de beschikbare capaciteit
In de oefening is dat 40 uur x 60 minuten = 2400 minuten - Bereken hoeveel tijd beschikbaar is om om te stellen (zie ook Quick Change Over / SMED)
In de oefening: beschikbare capaciteit - benodigde capaciteit = 2400 min - 2000 min = 400 minuten - Bereken het aantal keren dat je kunt omstellen
In de oefening is de omsteltijd 40 minuten; we hebben 400 minuten beschikbaar 400 min beschikbaar / 40 omsteltijd = 10 x omstellen per week - Het interval volgt dan uit: aantal verschillende producten / aantal keren omstellen in beschikbare tijd (let op: dit resultaat komt in de eenheid van het eerst gekozen interval)
in de oefening leidt dat tot: interval = 10 verschillende producten / 10 x omstellen per week = 1 week (als er 5 verschillende producten waren geweest was de uitkomst 5 / 10 = 0,5 weken geweest)
Kennisclips
Kennisclips
In onderstaande video wordt het begrip Heijunka gekoppeld aan Mura, Muri en Muda en de 14 principes van Liker.
Dit is een compacte uitleg over Heijunka
Dit is een uitgebreide video over Heijunka met uitstekende voorbeelden
Extra bestanden
Extra bestanden
In dit artikel worden Heijunka en EPEI toegelicht.
In dit artikel worden EOQ en EPEI met elkaar vergeleken
Extra literatuur
| Boek | hfst | pag | hoofdstuk titel |
| lean green belt (van Kollenburg) | 4.6 | 63 | Principe 5: zorg voor een genivelleerde klantvraag |
Last modified: Friday, 10 May 2024, 7:50 AM